









Geometrie břitu nástroje ovlivňuje řezání různým způsobem. Volba optimálních, řezných úhlů břitů nástroje je proto jednou z cest, které vedou k podstatnému zvýšení trvanlivosti nástroje a ke zvýhodnění řezání. Správnou volbou geometrických parametrů břitů nástrojů se mají zajistit zejména následující optimální podmínky obrábění:
- maximální trvanlivost nástroje
- dostatečná pevnost břitu
- minimální spotřeba elektrické energie
- klidný průběh řezání
- požadovaná přesnost a jakost povrchu obrobené plochy
Tyto požadavky na obrábění jsou často protichůdné, a proto není vždy jednoduché zvolit takovou geometrii břitu, která by vyhovovala všem uvedeným požadavkům. Optimální geometrie břitu pro dané podmínky obrábění je vždy do určité míry kompromisem, který má zajistit velkou trvanlivost nástroje při dostatečné výhodnosti ostatních podmínek obrábění.
Důležitý vliv na volbu geometrie má charakter výroby, tj. zda jde o kusovou, sériovou nebo hromadnou výrobu.
Při kusové výrobě zpravidla vyhovuje používání normalizovaných nástrojů, které jsou vyráběny a dodávány s normalizovanou geometrií břitů.
Geometrie jednotlivých druhů a typů nástrojů je volena tak, aby možný rozsah jejich použití byl co největší.
V sériové a hromadné výrobě je kladen největší důraz na požadavek co nejdelší trvanlivosti nástrojů, avšak při optimální velikosti otupení, za účelem snížení počtu výměn nástrojů a odstranění ztrátových časů. s tím spojených.
Zejména v hromadné výrobě je nutné přizpůsobit volbu geometrie břitu nástroje daným podmínkám obrábění v každé jednolivé operaci.
Přečtěte si také :

Jelikož na těchto stránkách v článcích o ostření nástrojů a geometriích jejich břitů použ ...

Mezi další způsoby povrchové úpravy nástrojů patří: Teflonování Teflonování se stále více využ ...
Vrtáky jsou nejčastěji nástroje dvoubřité, některé druhy i tříbřité či jednobřité. Jsou to rotač ...
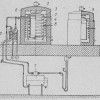
Úprava povrchu nástrojů vodní párou Probíhá v dobře utěsněných šachtových pecích (obr. ), do ni ...
Pro optimální geometrii nože je nejdůležitější správná volba úhlu čela γ a úhlu hřbetu α . Hodn ...











