









Trny pro obrážení zubů čelních kol
V sériové nebo hromadné výrobě malých ozubených kol (hlavně ve výrobě aut, traktorů apod.) se obrábí ozubení obvykle na odvalovacích obrážečkách kotoučovými, resp. hřebenovými obrážecími noži.
Obrážení vnějšího ozubení
Na obr. 7 je znázorněn pevný trn 1 pro upínání několikavěncového ozubeného kola, tento trn je svým obráceným kuželem upnut v dutině vřetena stroje. Vnější průměr upínací plochy podložky 2 má být volen vždy tak. aby tato plocha pokud možno, zachycovala řezné tlaky přímo pod ozubením, a tím se zabránilo chvění při obrábění, které má nepříznivý vliv na jakost obrobeného povrchu ozubení. Vrtání náboje kola musí být kalibrováno (obvykle H7 nebo H8, podle požadované přesnosti ozubení), aby se upínání vyrovnáváním obrobku úchylkoměrem zbytečně neprodlužovalo.

pevný trn pro upínání několikavěncového ozubeného kola
Několikavěncová ozubená kola, která nemají vrtání v náboji, je nutno středit podle jejich vnějších válcových ploch (viz obr. 8). Jeden konec obrobku je připevněn čtyřmi šrouby 5 ke středicí desce 1, přišroubované ke konci vřetena stroje, druhý konec je uložen, v pouzdru opěrného ramena ovládaného hřebenem a pastorkem. Středicí deska 1 je nalícována na válcové části kuželového trnu 2.
Na obr. 9 je znázorněn typ přípravku pro obrážení zubů větších čelních kol, který je v určitých, velikostech u výrobců obrážeček na ozubení normalizován. Některé zahraniční firmy (např. Maag, Zurich) dodávají tyto základní přípravky jako zvláštní příslušenství stroje.
Základní těleso 1 přípravku, na němž se pomocí podložek 6 upíná několik obrobků, je připevněno čtyřmi až šesti šrouby 12 k dělícímu stolu. Podložka 6 je uložena buď v základním tělese 1, nebo na vnějším osazení pouzdra 17 a je proti pootočení za jištěna perem 16. Základní těleso 1 má kalibrovanou díru, do níž se suvně vkládají různá středící pouzdra pro daný průměr obráběného kola. Tento typ přípravku má švýcarská firma Maag, Zurich, normalizován pro typy strojů SH 100, SH 180, SH 300 a vyrábí ho ve třech provedeních.

typ přípravku pro obrážení zubů větších čelních kol
I. provedení z obrázku č.9
Upíná se pomocí válcového trnu 3 (v sériové a hromadné výrobě), při čemž průměr upínací plochy obrobku má přesnost H6, H7, H8 (podle požadované přesnosti ozubem kola). Pro každý jednotlivý případ je nutný zvláštní trn.
II. provedení z obrázku č. 9
Upíná se pomocí válcového trnu 3, na němž je smykově uloženo kalené broušené pouzdro 4, které se vyměňuje podle upínacího průměru obrobku. Průměr upínací plochy obrobku musí mít rovněž přesnost H6-H8. Tohoto provedení se používá v malosériové výrobě.
III. provedení z obrázku č. 9
Upíná se kuželovým trnem 2 pomocí rozříznutého pouzdra 5 ze šedé litiny. Tohoto provedení se používá v sériové i v kusové výrobě, přičemž průměr upínací plochy obrobku má přesnost středního až hrubého stupně lícování. Většina hlavních součástí přípravku je normalizována.
K obrážení zubů menších kol na strojích s hydraulickým upínáním se používá upínacího zařízení podle obr. 10., u něhož je na hlavním tělese přípravku přišroubován středicí trn 1. Obrobek se upíná hydraulickým tahem šroubu á přes matici 3 a podložku 2 s výřezem. Všechny upínací části jsou i u tohoto provedení normalizovány.
Pro obrážení zubů kol, která mají vnější průměr stejný nebo menší, než je vnější průměr středicího trnu, je nutno použít řešení podle obr. 11. Pomocí ozubení na středícím trnu lze ustavit na hrubo obrobené kolo do správné polohy. K ustavení obrobku se používá ustavovacího válečku.

trny s hydraulickým upínáním
Pro ozubená kola, která nelze upínat v universálních přípravcích, je nutno zhotovit přípravky speciální. Některé z nich jsou znázorněny na dalších obrázcích.
Na obr. 12 je přípravek pro obrážení zubů dvoudílného kola. Obrobek se upíná příložkou a šrouby 5, které procházejí odlehčovacími děrami v tělese náboje kola. Cep středicího trnu 4, naraženého do základního tělesa J středí obrobek vrtáním jeho náboje. Delší životnosti základního tělesa se dosahuje vypouzdřením kalenou vložkou 2, která je do tělesa nalisována a zajištěna proti pootočení. Vložka má na obvodu ozubení.
Na obr. 13 je znázorněn upínací trn pro současné obrážení zubů dvou kol. Upínací dřík 3 je zalisován v tělese 1, které je připevněno k otočnému stolu stroje. Obrobky se upínají maticí 5 s podložkou 4. Kalená vložka 2 má stejnou funkci jako v předešlém, případě.

upínací trn pro současné obrážení zubů dvou kol
Přípravek pro upínání dvou dvouvěncových kol je na obr. 14. Na středícím trnu 3 jsou suvně nalícována dvě na povrchu drážkovaná pouzdra 10, na nichž jsou navlečena obráběná ozubená kola. Mezi nimi je kalená podložka 5. Spodní ozubené kolo dosedá na čelo pouzdra 9, nalícovaného na nákružku trnu 3. Pouzdrem 6 se celá upínací soustava upíná pomocí šroubu 4, matice 8 a podložky 7.
Na obr. 15 je přípravek pro obrážení zubů věnců. U tohoto provedení je rovněž hlavní těleso 1 s kuželovou Částí, na niž se pro každou velikost obrobku nasazuje zvláštní kalené středící pouzdro 2, které má v opěrné části ozubení. Maticí 3 se pouzdro 2 jednak podpírá, jednak uvolňuje při výměně. Maticí 7 a podložkou 6 se pouzdro 2 upíná k základnímu tělesu. Obrobky se upínají třemi až [šesti šrouby 5 přes podložku 4, v níž oválné díry pro šrouby a matice jsou spojeny s kruhovými děrami velkého průměru, aby se matice při snímání obrobků nemusely vyšroubovávat.

přípravky pro obrážení zubů věnců
Do této skupiny můžeme zařadit i přípravek podle obr. 16., v tomto přípravku lze obrážet ozubení malých pastorků, upnutých, mezi hroty 1 a 7 a unášených unášečem 3. Šroubem 6 se pastorek upíná v unášeči, který se šroubem 5 zajišťuje v závitové objímce 2, do níž je zašroubován středící trn 1. Hrot 7 je uložen v dutině saní speciálního koníku.
Obrážení vnitřního ozubení
Jiných upínacích částí je nutno použít pro obrážení vnitřního ozubení. Nejběžnější případ je na obr. 17, kde obrobek (ozubené kolo) se středí čepem 3. Obrobek se upíná třemi příložkami 5 se šrouby 6 na kalený kroužek 2, jehož upínací plocha je na několika místech vybrána. V tělese 1 jsou díry pro odchod řezné kapaliny a třísek. Těleso 1 je svým čepem uloženo ve válcování vrtání vřetena stroje, k němuž je připevněno šesti Šrouby 7.

upínací trn pro obrážení vnitřního ozubení
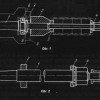
Jiný příklad upnutí obrobku při obrážení jeho vnitřního ozubení je na obr. 18. Obrobek se středí svou pomocnou (technologickou) vnitřní válcovou plochou (výkružkem) a upíná čelně maticí 2. Závit v matici 2 i na základním tělese může být v určité částí na obvodu, vybrán, aby vyšroubování matice bylo co nejrychlejší.

jiná varianta upínacího trnu pro obrážení vnitřního ozubení
Kryt 3 chrání vřeteno stroje proti vnikání třísek a usměrňuje odtékání řezného oleje a třísek. Středění a připevnění přípravku k vřetenu stroje je obdobné jako v předešlém případě.
Přečtěte si také :

K obrábění úzkých součástí (podložek, kroužků apod.) se používá stupňovitých rozpínacích pouzder ...
Trny pro frézování zubů čelních kol na vodorovných a svislých odvalovacích frézkách Aby jakost ...

Trny pro frézování a hoblování zubů kuželových kol Při konstrukci trnů pro frézování a hoblová ...

Trny rozpínací hrotové V předchozích článcích o letmých trnech rozpínaných kuželovým trnem a let ...

Tabulku obsahuje standardně manuál tohoto hrotového soustruhu, každopádně jsem si řekl, že by ne ...











