









Zatím mým nejnovějším projektem je sada bronzových přesuvníků rychlostí do vřetenového reduktoru soustruhu Schaublin SV 102 VM ve verzi vrchní páky starších modelů.

přesuvník reduktoru soustruhu Schaublin 102VM

původní přesuvník a jeho umístění
Jelikož jsem narazil při GO tohoto soustruhu na poměrně vyběhaný přesuvník (na fotografii výše jde vidět vůle v drážce pro přesuvník pouhým okem), rozhodl jsem se jej vyrobit jako náhradní díl. Původní kus byl byl bohužel značně zúžen provozem skoro o 1,5mm a i když rychlosti reduktoru jsou řadit normálně je tam zřetelná značná vůle, soustruh zatím běhá se starým bronzovým přesuvníkem, následná výměna díky systému dvou šroubovaných dílů je následně poměrně jednoduchá .
Bronzový přesuvník je řešen jako dvoudílný a první krok bylo jeho překreslení v solidworksu podle původních dílů sestavy. Jelikož se jedná o poměrně složitý tvarový díl s plochami, které nejsou dále obráběny, ale musí být čisté, necha l jsem polotovary vyřezat z bronzové pásoviny CuSn8 vodním paprskem ve firmě www.gumex.cz. Překvapila mne vstřícnost, ochota a v neposlední řadě také příznivá cena.

bronzový díl vyřezaný vodou
Soubor byl dodán ve formátu dxf a pře samotným řezáním jsem všechny plochy, které budou následně obráběny opatřil přídavkem 1mm po předešlé konzultaci , s ujištěním o mírném podřezání na spodní straně obrobku. Vyřezané díly jsou poměrně čisté, částečné podřezání na nefunkčních plochách ničemu nevadí, plochy funkční jsou obrobeny o přídavek.

detail řezu
Při obrábění takto zhotovených polotovarů je velmi důležitá posloupnost jednotlivých kroků při obrábění, technologie.
Proti všem zásadám o prvotním obrábění největší základní plochy obrobku jsem postupoval přesně obráceně, jelikož jsem se obával úkosů po řezání obvodu vodním paprskem, díky kterým by se polotovar nazvedával, nebylo totiž možné jej ve svěráku upnout velkou silou aby nedošlo k propršení a následnému nerovnoměrnému obroušení.

srovnání referenčních ploch pro čepy
Polotovar samotný, měl sílu 12,3 mm, pro mnou požadovanou hodnotu 11,99mm byl přídavek dostatečný, ale nechtěl jsem zbytečně riskovat. Polotovary jsem obráběl na brusce na plocho a na obrážečce. Použitý brusný kotouč byl A98/24J/11V, protože je pochopitelně bronz nemagnetická, byl jsem nucen využívat přípravky pro upnutí samotného polotovaru polovin přesuvníku.
Začal jsem srovnáním ploch pro unášecí čepy přesuvníku, na tyto rovné i když krátké plochy jsem potom díly položil do svěráku a srovnal dělící rovinu polovin přesuvníku, dále na tyto na hotovo srovnané plochy opět otočil a plochy pro unášecí čepy zarovnal na přesný rozměr ½ celkového průměru. Za takto rovinné plochy už nebyl problém upnout poloviny a obrousit plochy na přesný rozměr 11,99mm. Brusným kotoučem, který jsem uvedl výše jde bronz brousit velmi pěkně každopádně je nutné účinně chladit emulzí. Také rychlost posuvu byla poměrně vysoká.

broušení dělících rovin polovin přesuvníku

broušení polovin na přesný rozměr

broušení na přesný rozměr tloušťky

detail upnutí při broušení ploch polovin
Po těchto operacích následovalo ohoblování referenčních ploch vrchní a spodní strany, které následně slouží k ustavování obrobku při vrtání stahovacích otvorů na imbusové šrouby a dále vyvrtávání hlavního otvoru a spodního výřezu.

upnutí obrobků při hoblování vrchních stran přesuvníku

hoblování spodních ploch
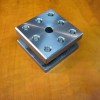
Další operací bylo vyvrtání stahovacích otvorů, které musí být poměrně přesné aby následně jednotlivé poloviny k sobě perfektně sedly.

svrtané poloviny přesuvníku

stažené díly před obráběním otvorů
Takto spojené a sešroubované díly jsou ustaveny do osy a vyvrtána polovina spodního výřezu, od něj bude potom odměřena osa hlavního otvoru.

vyvrtání hlavního otvoru

vyvrtaný otvor přesuvníku

sražení hran hlavního otvoru
Po vyvrtání následovalo sražení hran v soustruhu. Následně jsem vyvrtal otvory pro nalisování čepů, které na původním dílu byly v celku s polovinou, ovšem dílenské zpracování nebylo nejlepší. Tato varianta bohatě postačuje, žádné velké síly tam na ty čepy nepůsobí.

čepy přesuvníku

vyvrtání otvorů pro nalisování čepů

otvory pro nalisování čepů
Dále byly vysoustruženy čepy, které jsem zalisoval do připravených otvorů a pojistil ještě Loctitem. Výsledný bronzový přesuvník v kompletu je na následujících fotkách.

přesuvník zvrchu

komplet přesuvníku

spodní pohled
Přečtěte si také :

Set originálních ovládacích prvků k hudebním nástrojům s logem Floridského designéra a výrobce, ...

Další projekt pro vřeteno soustruhu Schaublin SV 102VM typu W20. Litinová unášecí deska s ocel ...

Tak tohle jsem si samozřejmě nemohl nechat ujít, vyrobit si nějaké ty lícní desky pro můj nový s ...

Výkresový náhradní díl matice šroubu příčného posuvu k soustruhu MN 80 v originální litinové náh ...
Zakázková kopie nožové hlavy soustruhu MN80. Velikostně shodná s originálem, doplněné úhlové zar ...











