









Letmé trny upnuté v universálním sklíčidle nebo v kuželové dutině vřetena
Na obr. 8 je znázorněn obvyklý trn tohoto druhu, jehož se používá jak v kusové, tak i v sériové výrobě, přestože má mnoho nevýhod. Těleso rozpínacího trnu je v upínací části třikrát i vícekrát rozříznuté a rozpínací kužel je opatřen závitem a čtyřhranem pro upínání. Aby se rozpínací kužel vtahoval do kuželové díry v tělese trnu v ose, je nutno, aby závity v tělese trnu i na rozpínacím kuželu byly přesně soustředné, to znamená, že tyto závity je nutno řezat nožem na soustruhu, aby se případné úchylky nepřenášely z rozpínacího kuželu na jednotlivé úseky upínací části tělesa trnu. Kromě toho musí mít závity určitou vůli. Pokud to průměr závitové části na rozpínacím kuželu dovoluje, doporučuje se provést na konci závitu zápich pro výběh závitového nože. Aby upínací část tělesa trnu byla pružnější, provádí se uvnitř v určité délce vybrání. Rozpínacích trnů provedených na tomto principu se používá pro upínání obrobků, které mají kalibrovanou díru (H6 až H11), nebo i tehdy, nepřesahuje-li tolerance díry 0,5 mm.

letmý trn rozpínaný kuželovým trnem
Pro součásti, které musí mít vnější i vnitřní válcové obrobené plochy přesně soustředné, se tento princip nehodí. Nevýhodou těchto trnů je velmi malý rozsah upínání. Tyto trny se rovněž nehodí pro takové práce, kde při ubírání třísky vznikají velké řezné odpory, protože při větší toleranci upínacího průměru je obrobek upnut jen bodově na okraji trnu, čímž je jeho upnutí nedostatečné.
Trny pro kusovou výrobu se vyrábějí z materiálu v přirozeném nebo žíhaném stavu, kdežto tmy pro sériovou výrobu mají těleso i upínací kužel kalený. U kalených těles se doporučuje (z důvodu funkčních i tepelného zpracování) na konci rozříznutí vyvrtat díru. Nerozříznutá část tělesa trnu slouží ke středění obrobku.
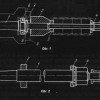
Aby nepřesnosti upnutí, způsobené nesouosostí závitu na rozpínacím kuželu, byly co nejmenší, provádí se vodicí část rozpínacího kužele v délce asi 1.5 d, viz obr. 9. Aby vnější čtyřhran rozpínacího kužele nepřekážel při obrábění, nahrazuje se vnitřním čtyřhranem. Rozpínací kužel má vrcholový úhel 15 až 30°. Trnů podle obr. 8 a 9 se používá tehdy, mají-li se upnout na pevný doraz do tříčelisťového nebo jiného sklíčidla a má-li se obrábět jen malý počet součástí. Před použitím je nutno trn vyrovnat úchylkoměrem, aby obrobený povrch obrobku byl soustředný s upínacím povrchem. Proto se musí obě válcové plochy trnu, a to jak pro jeho upnutí do tříčelisťového sklíčidla, tak i pro upínání obrobku brousit v hrotech.
Obvyklé provedení těchto trnů, jichž se používá v sériové výrobě na přesnější práce na soustruzích a na některých bruskách, je znázorněno na obr. 10.

rozpínací trny pro přesnější práce na soustruzích a bruskách
Tyto trny mají pevný osový doraz a pro snadnější vyjímání z dutiny ve vřetenu stroje jsou opatřeny maticí. Některé bývalé velké strojní podniky měli tyto trny normalizovány normou 24 3375) v různém provedení; např. LZP v Plzni vyráběli tyto trny ve dvou provedeních, a to jako typ Tso od průměru 12 mm a upínací délky 25 mm až do průměru 70 mm a upínací délky 80 mm. Typ Tsp s větší upínací délkou se vyráběl od průměru 12 mm, upínací délky 32 mm až ďo průměru 70 mm a upínací délky 120 mm.
Pro upínání úzkých, obrobků se používá trnů podle obr. 11, aby rozpínání bylo pružnější, je upínací část prodloužena a přiměřeně zeslabena.
Jiný takový upínací trn je na obr. 12. Aby se dosáhlo potřebné pružící části a příslušného dorazu pro obrobek, je na těleso trnu naraženo pouzdro.

trny po upínání úzkých obrobků
Trn pro úzké obrobky malých průměrů (od 15 mm) je na obr. 13. Jeho rozpínací část 1 je kalena a nalisována do tělesa 2 a proti pootočení zajištěna válcovým kolíkem 3.
Nejobtížnější je výroba rozpínacích trnů pro součásti malých upínacích, průměrů. Na obr. 14 je znázorněn trn pro součásti průměru od 15 mm. Z výrobních příčin je rozpínací část 1 trnu nalisována na jeho těleso 2 a zajištěna dvěma válcovými kolíky 3. Aby se rozpínací kužel 5 při upínání neotáčel v kuželovém lůžku, a tím nepřenášel případné úchylky (házení) na obrobek, je tento kužel suvně nalícován na upínacím šroubu 4, takže se může při upínání axiálně posouvat.

varianty trnů pro upínání obrobků s malými otvory
Jiné řešení trnu pro upínání menších obrobků (průměru asi od 20 mm) je na obr. 15. Upínací část 1 je zašroubována do tělesa 2 trnu a pro správné středění má 90° kužel. Ze strany závitu je do vrtání upínací části 1 nalisováno vodicí pouzdro 3 pro rozpínací táhlo 4 s kuželovou rozpínací hlavou. Obrobek se upíná na upínací části 1, která je rozpínána kuželovou hlavou táhla 4, které je do vrtání vřetena vtahováno ručním kolečkem nebo pneumaticky.
Aby nebylo nutno pro každý průměr upínací plochy obrobku vyrábět celý rozpínací trn, je možno tyto trny, zejména pro malé obrobky, řešit podle obr. 16.
Rozpínací trn 1 je svou kuželovou stopkou naražen v dutině kuželového tělesa 2. Tohoto tělesa lze použít pro určitý počet rozpínacích trnů s různým upínacím rozsahem. Proti případnému uvolnění je rozpínací trn 1 opatřen válcovým kolíkem 3, který zapadá do příslušného zářezu v tělese 2. Jako přestavitelný doraz je zde objímka 4, která se v určité poloze zajišťuje šroubem 5. Obrobek se upíná obdobně jako na trnu podle obr. 15.

varianty rozpínacích trnů
Obrábění součástí, které mají malý průměr upínací díry a poměrně velké obráběné plochy, je velmi obtížné a zdlouhavé, protože je nebezpečí „navalení“ (ohnutí) trnu. Proto tam, kde je to možné, zachycujeme řezné odpory vhodnými unášeči nebo koliky, zapadajícími do děr v obrobku, viz obr. 17.
Rozpínací trn 1 je zalisován v kuželovém tělese 2. Obrobek se upíná na rozpínacím trnu 1 dříkem 6 s kuželovou rozpínací hlavou, který je zašroubován do vložky 5, která se pomocí trubky 7 vtahuje do vrtání vřetena stroje bud ručně, nebo pneumaticky. Rozpínací dřík 6 a vložka 5 se zajišťují proti uvolnění, resp. pootočení, šrouby 8 a 9. Konec upínací trubky 7 je uložen v zadní části kuželového tělesa 2.
Aby se aspoň částečně odstranily nepřesnosti upínací části trnu, způsobené házením rozpínacích kuželů, které se při jejich otáčení přenášejí z upínací plochy trnu na obrobek, řeší se rozpínací trny od průměru asi 30 mm podle obr. 18.

varianta rozpínacího trnu od průměru 30mm
Rozpínací kužel 2 má na konci válcové vedení a proti pootočení je zajištěn šroubem 6. Obrobek se upíná šroubem 3, který je axiálně držen kroužkem 4 zapuštěným, v rozpínacím kuželu 2. Axiální zajištění lze též provést podle obr. 148a nebo podle obr. 148b, kde pružina vrací rozpínací kužel do základní polohy. Šroub 3 se dotahuje a uvolňuje trubkovým klíčem.
K upínání kroužků velkých průměrů se používá rozpínacích trnů podle obr. 19. Rozpínací kužel se z výrobních příčin zhotovuje ze dvou navzájem svařených částí, a to z kotouče 2 a dříku 3. Upínací část trnu je podle velikosti průměru upínací díry obrobku tři až šestkrát rozříznuta. Upínání skrze vrtání vřetena stroje je pneumatické.

rozpínací trny k upínání kroužků velkých průměrů
Trny k upínání obrobků se dnem
Zvláštní skupinu rozpínacích trnů tvoří trny k upínání obrobků se dnem. Protože není vždy možno řešit upínání obrobků skrze vrtání vřetena stroje, používá se různých konstrukcí, které dovolují upínání přímo na rozpínacím trnu. Nejjednodušší provedení je na obr. 20.
Rozpínání trnu 1 se dosahuje rozpínacím. kuželem 2, který je tažen maticí 3 prostřednictvím válcového kolíku 4, naraženého do vodící části rozpínacího kužele 2.

rozpínací trn pro obrobky se dnem
Válcový kolík 4 je veden v oválných dírách v tělese 1 a proti uvolnění je zajištěn kolíkem 5 a šroubem 6. Matice 3 má vroubkovaný povrch a je opatřena čtyřmi a šesti děrami pro upínací kolík.
Na obr. 21 je rozpínací trn, u něhož se upínací část rozpíná a uvolňuje pomocí dvou válcových kolíku 4, naražených ve vodící části rozpínacího kužele 3, na které při otáčení střídavě tlačí jedno nebo druhé čelo matice 2.

varianta trnu pro obrobky se dnem
Oba kolíky jsou vedeny v oválných drážkách, vyfrézovaných v tělese trnu 1. Pro obrábění tenkostěnných dutých součástí malých průměrů se používá rozpínacích trnů podle obr. 22.

trn pro obrábění tenkostěnných dutých součástí malých průměrů
Rozpínací ústrojí se skládá z rozpínacího kužele 2, válcového kolíku 3, naraženého do vodící válcové části rozpínacího kužele 2, tažného kroužku 4 a matice 5. Kolík 3 je veden v oválných děrách, vyfrézovaných v tělese 1. V tažném kroužku 4 je půlkruhový zápich, jímž tangenciálně procházejí dva válcové kolíky 6, skrze něž se otáčivý pohyb matice 5 převádí na posuvný pohyb tažného kroužku 4. Aby se obrobek dobře ustředil, je doraz pro obrobek na upínací části trnu kuželový.
Přípravek pro upnutí pístků pro vysokotlaké čerpadlo (průměr díry v pístku je 8 H7), který se má celý soustružit, je na obr. 23.
Rozpínací trn 2 je zalisován v tělese 1 přípravku. Rozpínací dřík 3 je zašroubován do vložky 4, která je suvně uložena v zadní části rozpínacího trnu 2. Posuvný pohyb provádí dvoudílná matice 7, 8t která, oběma čely svého zápichu táhne dva palce 6, naražené do vložky 4. Palce 6 jsou vedeny v oválných drážkách, provedených jak v naražené části trnu 2, tak i v tělese 1, Je-li obrobek z měkkého materiálu, zasekává se do něho při rozpínání upínací část trnu, a proto je zde matice 5, kterou se obrobek uvolňuje. Matice 7, 8 je na povrchu vroubkována a na obvodě má čtyři až šest děr pro upínání, resp. uvolňování kolíkovým klíčem.

Přípravek pro upnutí pístků pro vysokotlaké čerpadlo
Všechny dosud uvedené rozpínací trny byly pro takové velikosti obrobků, které bylo možno obrábět upnuté letmo buď v universálním sklíčidle, nebo v kuželové dutině vřetena stroje.
Letmé trny našroubované na vřetenu nebo na unášecí desce obráběcího stroje
Pro upínání větších obrobků používáme trnů podle obr. 24. Rozpínací část trnu 1 je zašroubována do matice 2 našroubované na konci vřetena stroje. Dobré středění rozpínací části zajišťuje její 90° kužel. Aby rozpínací část byla souosá s vřetenem, je nutno závit i kuželovou plochu v matici dokončit přímo na obráběcím stroji. Obrobek se upíná pneumaticky tahem rozpínacího trnu 3 skrze vrtání vřetena stroje. Distanční kroužek 4 navlečený na upínací ploše, slouží jako vyměnitelný doraz při obrábění součástí různých šířek.

rozpínací trny pro upínání větších obrobků
U soustruhů, které mají ve vřetenu malou kuželovou dutinu, v níž nelze upnout rozpínací trny pro součásti větších průměrů, je možno používat trnů podle obr. 25.
Rozpínací trn 1 je svou zkrácenou kuželovou stopkou upnut v unášecím tělese 3, našroubovaném na konci vřetena soustruhu. Proti uvolnění je trn zajištěn klínem 5. Aby trn byl uložen souose s vřetenem, je nutno kuželovou dutinu v unášecím tělese dokončit až po našroubování tohoto tělesa na vřeteno stroje. Tyto rozpínací trny mají některé podniky normalizovány pro různé upínací rozsahy. Nevýhodou této konstrukce je, že rozpínací trny mají od vřetena stroje značné vyložení, a proto méně přesně upínají; kromě toho jsou příčinou značného namáhání vřetena stroje při ubírání třísek větších průřezů. Doporučuje se tedy při soustružení podepřít rozpínací trn hrotem koníku v důlku rozpínacího dříku 2.
Větší součásti upínáme také na trnech podle obr. 26. Těleso 1 trnu je našroubováno na konci vřetena stroje. Rozpínací dřík 2 (skrze vrtání vřetena stroje) upíná obrobek pneumatickým nebo hydraulickým tlakem.

rozpínací trny pro větší součásti
Úzké velké součásti se dnem se upínají na trnech podle obr. 27. Těleso 1 trnu je našroubováno na konci vřetena stroje. Na čelní ploše tohoto tělesa jsou tři nebo šest pevných válcových narážek 3 pro doraz obrobku. Rozpínací část 2, která je tři až šestkrát rozříznuta, je vedena ve válcové části vřetena stroje a dosedá svou vnitřní kuželovou plochou na vnější kuželovou plochu tělesa 1. Obrobek se upíná tahem táhla 4 buď mechanicky, nebo pneumaticky.
Na obr. 28 je znázorněn rozpínací trn pro součásti, které mají poměrně velký vnější průměr a krátkou upínací díru. Aby obrobek, upnutý za krátkou díru, pří obrábění bočně „neházel“, má boční doraz. Dorazová plocha obrobku se musí obrábět zároveň s jeho dírou. Aby se dosáhlo potřebné pružící délky kleštiny 2, je kleština vysunuta a vedena válcovou i kuželovou plochou rozpínacího dříku 3. Rozpínací dřík 3 má na konci lichoběžníkový nebo pilový závit, jímž je volně našroubován do matice 5, a je smykově veden v náboji příruby 1. Proti otáčení je dřík zajištěn perem. Rozpínací trn se montuje takto: do děr v přírubě 1 se vloží pružiny 7 rozpínací dřík 3, na nějž se navleče podložka 4 a kleština 2 se prostrčí vrtáním v náboji příruby 1, jejímž otáčením se rozpínací dřík zašroubuje do matice 5. Celá tato skupina se pak připevní šroubu 8 k přírubě na vřetenu obráběcího stroje. Obrobek se upíná buď mechanicky nebo pneumaticky pomocí trubky 6 zašroubované do matice 5. Pružiny 7 pomáhají přes podložku 4 rozpínat kleštinu 2 před konečným upnutím obrobku, které nastane v okamžiku, kdy podložka 4 dosedne na čelo příruby 1.

rozpínací trny pro součásti s velkým vnějším průměrem a krátkým upínacím otvorem
K upnutí větších obrobků se dnem, jež nelze upínat tahem kuželového dříku skrze vrtání ve vřetenu stroje, lze použít mechanismu s výstředníkovým hřídelíkem podle obr. 29. Těleso 1 trnu je našroubováno na konci vřetena stroje. Potřebný rozsah upínám, jehož se má dosáhnout výstředníkem 3, se nastavuje šroubem 5 a vložkou 4, které jsou umístěny v zadní části rozpínacího trnu 2.
Na obr. 30 je rozpínací trn pro upínání úzkých obrobků větších průměrů. Tento trn je určen pro stroje, které nemají na vřetenu závit pro unášecí desku, která se zde středí a upíná šesti až osmi šrouby na válcovou nebo kuželovou část vřetena stroje.

rozpínací trn pro upínání úzkých obrobků větších průměrů
Přípravek se skládá z unášecí desky 1 a tělesa 2. Rozpínací trn 3 je přišroubován čtyřmi až osmi šrouby 6 k tělesu 2 a je ve své upínací části tři až šestkrát rozříznut. Rozpínací kužel 4 je proti pootočení zajištěn perem 7 v drážce tělesa 2. Obrobek se upíná pneumaticky dříkem 8 spojeným s táhlem 9. Obrobek se při obrábění opírá o vyměnitelný trubkový doraz 5, přišroubovaný čtyřmi šrouby 10 k tělesu 2.
Pro soustružení větších obrobků, kdy vznikají velké otáčivé momenty a řezné odpory, nestačí upnout rozpínací trn do kuželové dutiny ve vřetenu, a proto je nutno použít upínače podle obr. 31. Těleso 1 trnu se za svou přírubu připevňuje třemi až šesti šrouby k unášecí desce, našroubované na vřetenu stroje. Upínací část trnu je podle velikosti upínacího průměru tři až šestkrát rozříznuta. Obrobek se upíná tahem rozpínacího kužele 2, který je spojen pomocí tažného čepu 3 a palce 7 s dvoudílnou maticí 4, o, jejíž zadní část (5) má závit a přední (4) je vedena na tělese 1 trnu. Obě části matice (4, 5) jsou spojeny třemi šrouby 6. Pro přesnost upínání trnu je důležité, aby plocha středícího osazení tělesa byla přesně soustředná s jeho upínací plochou. Tažný čep 3 je z výrobních důvodů dvoudílný a v tažné části je zploštělý. Kuželovitost rozpínacího kužele bývá 1 : 10. Středící osazení tělesa se obrobí s vůlí 0,05 mm a před konečným upnutím na unášecí desku se zkontroluje úchylkoměrem. Přípravku této konstrukce lze použít i pro součásti se dnem. Obrobek se upíná maticí 4,5 a to hákovým nebo kolíkovým klíčem, pro který jsou na polovině 5 příslušné zářezy nebo díry.

rozpínací trn pro soustružení větších obrobků, kdy vznikají velké otáčivé momenty a řezné odpory
Větší součásti se upínají na rozpínacích trnech podle obr. 32. Těleso 1 rozpínacího trnu je za přírubu připevněno třemi šrouby 4 k unášecí desce 3 stroje. Přípravek se středí svou válcovou dírou (přesnosti H7) na pomocném trnu, upnutém svou kuželovou stopkou v dutině ve vřetenu stroje.

varianta trnu pro upínání velkých obrobků
Přečtěte si také :

K obrábění úzkých součástí (podložek, kroužků apod.) se používá stupňovitých rozpínacích pouzder ...

Trny rozpínací hrotové V předchozích článcích o letmých trnech rozpínaných kuželovým trnem a let ...

Trny rozpínané šroubem a kuličkou letmé Nejjednodušší rozpínací trn, u něhož se upínací část roz ...
Trny pro frézování zubů čelních kol na vodorovných a svislých odvalovacích frézkách Aby jakost ...

K obrábění součástí, jejichž povrch musí být přesně soustředný se závitem, se používá pevných ne ...











