









BROUŠENÍ HLAVNÍHO ŘEZNÉHO KUŽELE
Broušení stopkových výstružníků vzdáleně připomíná broušení stopkového výhrubníku.Je třeba uvést,že technologie ostření jak řezného kužele tak průměru je zcela odlišná.
Podbrušování hřbetů břitů řezného kužele se děje vždy mezi hroty!! Nastavení úhlu řezného kužele se provede buď natočením stolu nástrojové brusky nebo ve speciálním přípravku na broušení výstružníků.

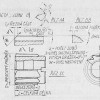
Natočení stolu pro broušení hlavního řezného kužele

Úhel řezného kužele
Úhel hřbetů řezného kužele se nastaví změnou hodnoty H od osy nástroje (výška podpěry břitu od osy nástroje). Brousit můžeme jak obvodem tak čelem brusného kotouče. Podpěra břitu(palec) je umístěna na brusném vřeteníku a vůči podepřenému břitu se p o h y b u j e !!
Na hlavním řezném kuželu vznikne fazetka hlavního ostří, která musí být stejně široká jak fazetka kalibrační části. Aby tato fazetka byla stejně široká musíme bezpodmínečně brousit přes pevnou zubovou opěru kdy při změně výšky zubové opěry k broušení zábřitu tento bude kopírovat vyostřenou fazetku. Ostřený břit potom můžeme ještě vylapovat „gumovkou“.
V případě poškozeného středícího důlku na straně vyražeče,si můžeme pomoci nasunutím nástroje do kuželové redukce s nepoškozeným důlkem na straně vyražeče o který následně opřeme hrot opěrného koníka .
Na fotografii s detailem podpěry břitu je vidět hlavní břit řezného kužele a jeho zábřit (červený kroužek)

Detail podpěry břitu řezného kuželePodepřený břit
BROUŠENÍ KALIBRAČNÍ ČÁSTI PRŮMĚROVÉ
V případě broušení průměru,kdy došlo k opotřebení kalibrační části výstružníku můžeme postupovat dvěma způsoby.
1.PODBRUŠOVÁNÍ HŘBETU
Jak již název vypovídá jedná se o broušení hřbetu břitů a změní se tedy nominální průměr nástroje.Podpěra břitu je umístěna na brousícím vřeteníku a vůči podepřenému břitu se opět p o h y b u j e !!

Broušení průměru stopkového výstružníku mezi hroty

Detail podepřeného břitu při ostření
2.VYOSTŘOVÁNÍ ČELA
Jedná se o broušení čela břitu kdy vzhledem k nulovému úhlu břitu nedochází k až tak razantní změně průměru nástroje .
JE TŘEBA PAMATOVAT NA TO,ŽE VÝSTRUŽNÍKY S PŘÍMÝMI ale i ŠROUBOVITÝMI ZUBY (břity) MAJÍ NESTEJNOMĚRNOU ZUBOVOU ROZTEČ A PROTO NENÍ MOŽNÉ I KDYŽ OKOLNOSTI BY K TOMU SVÁDĚLY BROUŠENÍ V DĚLIČCE.
BROUSIT JE MOŽNÉ POUZE PŘES ZUBOVOU OPĚRU ,JAK U ŘEZNÉHO KUŽELE TAK I OBVODOVÝCH BŘITŮ !!
GEOMETRIE BŘITŮ
GEOMETRIE BŘITŮ STROJNÍHO VÝSTRUŽNÍKU S VÁLCOVOU STOPKOU

GEOMETRIE BŘITŮ STROJNÍHO VÝSTRUŽNÍKU S KUŽELOVOU STOPKOU

Přečtěte si také :

BROUŠENÍ ŘEZNÉHO KUŽELE Broušení nástrčných výstružníků probíhá obdobně jako broušení stopkovýc ...
V článku Druhy výstružníků jsou podrobně popsány jednotlivé varianty těchto nástrojů. Na tomto ...

Stopkové výhrubníky mají jak již plyne z názvu stopku za kterou se nástroj uchytí do dutiny obrá ...

Nástrčné výhrubníky se ostří jen na řezném kuželu,který odebírá prakticky veškerou část přídavk ...

Takhle nějak se opravují strojní výstružníky, respektive jejich řezné kužely, kdy po několikerém ...











