









Mají-li se v různých rotačních výrobcích, na př. frézách, výhrubnících, výstružnících, vrtácích, závitnících, ozubených kolech, kotoučích, rohatkách,bubnech a pod., vyfrézovat drážky nebo zářezy ve stejných vzdálenostech od sebe, je k tomu zapotřebí vhodné dělicí zařízení — dělicí přístroj, jímž se rozdělí jejich obvody na žádaný počet dílů.
Mechanický dělící přístroj patří spolu s např. otočným stolem k základnímu příslušenství každé frézky. (V nástrojařské praxi se vyskytuje také optický dělící přístroj k výrobě velmi přesných součástek, na jeho vřeteni je umístěný skleněný kruh s přesnými dělícími plochami a protinoniusem. Odměřování se děje pomocí mikroskopu, který je na dělícím přístroji umístěný).
Frézované zářezy nebo drážky bývají nejčastěji na plochách válcových nebo kuželových. Bývají buď přímé nebo šroubové.Obrobek v dělícím přístroji se po každém pracovním úkonu musí pootočit o jednu rozteč a opět zajistit. Dělícím přístojem je možno též frézovat dokulata.

dělící přístroj s výškově přestavitelným koníkem
U dělícího přístroje rozlišujeme tyto druhy dělení:
- přímé dělení
- nepřímé dělení jednoduché s dělící deskou
- nepřímé dělení složené s dělící deskou
- dělení nepřímé bez dělících desek
- diferenciální dělení
- frézování šroubovitých drážek.
Přímé dělení dělícím přístrojem
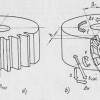
S dělícím vřetenem je pevně spojen dělicí kotouč. Dělící kotouč má většinou 24 zářezů nebo otvorů, takže může být v těchto polohách pevně aretován dělícím kolíkem nebo západkou. Dají se vytvořit všechny počty roztečí, které jsou beze zbytku obsaženy v 24, 12, 8, 6, 4, 2. Po vyfrézování plochy, zubu nebo zářezu se dělící kotouč otočí o potřebný počet roztečí děr dělícího kotouče a aretuje se. Šnekový převod je v tomto případě vyřazen.
Na obrázku je na vřeteni naklínovaný dělící kotouč

dělící kotouč přímého dělení na vřetení děličky
Jsou možné i jiné počty otvorů nebo zářezů dělícího kotouče: 36, 42, 60.Obrobek se upevní na hrot dělící hlavy a hrot koníku přímo přes středící důlky(unášen je srdíčkem) nebo do tříčelisťového sklíčidla dělící hlavy. Dále je možné obrobek upnout přímo do kuželové dutiny vřetene na letmý či podepřený trn.
Nepřímé dělení jednoduché s dělící deskou
Při tomto dělení pracuje dělicí přístroj jen s jedním kruhem dírek dělicí desky na předlohovém hřídeli.
Dělicí pohyb se převádí na drážkovaný výrobek sestupným převodem na šroubové soukolí, jehož převod bývá obyčejně l : 40 (někdy i l : 60 nebo l : 80). Šroub bývá většinou jednochodý. Z toho vyplývá, že při jedné otáčce kliky pootočíme vřetenem o jednu čtyřicetinu, nebo že musíme klikou otočit čtyřicetkrát, aby vřeteno vykonalo jednu otáčku.
Je-li počet zubů šroubového kola 40, 60, 80 a počet zubů nebo drážek frézované části strojové zi, určíme počet otáček dělicí kliky z převodové rovnice
n=40 / zi nebo n= 60 / zi nebo n=80 / zi
což znamená, že se dělicí klikou otočí tolikrát, kolikrát je obsažen počet dílů (drážek, zubů a pod.) vyráběné části strojové v převodovém čísle šroubového soukolí (l : 40, l : 60, l : 80).
Pootočení dělicí kliky je vyjádřeno určitým počtem dírek p na dělicím kruhu s celkovým počtem dírek P. Počet otáček dělicí kliky je pak
n=p / P
Srovnáním obou rovnic pro počet otáček dělicí kliky obdržíme základní dělicí rovnici:
p / P = 40 / zi
Potřebný počet dírek odečteme na příslušném kruhu dělicí desky použitím řídicí vidlice, jejíž ramena r1,r2 rozevřeme tak, jak určí předběžný výpočet.Pro nepřímé dělení běžného počtu dílů vyjma prvočísel je zpracována tato tabulka aby nebylo nutné neustálé počítání převodů, kdo tomu chce ale porozumět měl by nějaký ten výpočet zkusit(toť moje rada).
Máme např. otočit dělicí klikou o 6 dílků na kruhu s 39 dírkami, t.j. o hodnotu 6 : 39, rozevřou se ramena vidlice tak, aby svírala mezi sebou šest roztečí, t. j. 6 + l = 7 dírek (na obrázku). Takto nařízené rozevření ramen pojistíme přitažením šroubu š.

ramena na dělícím kotouči
Postup při dělení: Kolík dělicí kliky je zasunut v dírce označené nulou u ramene r1; rameno r2, je v poloze I. Vysuneme kolík z uvedené dírky a otočíme klikou o oblouk 6 : 39, sevřený mezi rameny vidlice. Tím přijde kolík nad dírku označenou číslicí 6 u ramene r2 a do této dírky jej zastrčíme.
Pak se otočí celou řídicí vidlicí tak, že přijde do polohy vyznačené čárkovaně, t.j. až rameno r1 narazí na kolík zastrčený v dírce 6. Rameno r2 (poloha II) udává pak polohu následující šesté dírky, do níž přijde za příštího dělení kolík dělicí kliky.
Určil-li například výpočet, že jedné rozteči drážkovaného výrobku přísluší 26/39
otáčky dělicí kliky, otočí se při každém dělení dělicí klikou nejprve dvakrát kolem a pak ještě o oblouk 6 : 39, t.j. o sedm dírek.
Nepřímé dělení složené s dělící deskou
Nepřímé dělení složené pracuje s dvěma kruhy dírek dělicí desky. Nejprve se dělicí klikou pootočí o určitý počet dírek na jednom kruhu a pak ještě o určitý počet dírek na druhém kruhu. Pootáčení se děje bud ve smyslu souhlasném nebo opačném, takže se obě pootočení dělicí kliky bud’ sčítají nebo odčítají, což se řídí podle předcházejících propočtů, založených na vhodném rozkladu příslušného zlomku.
Toto dělení je méně obvyklé, u některých zejména vyšších čísel se počítá s určitou chybou výpočtu. Manipulace při dělení je poměrně složitá a dost snadno udělá chybu obsluha.
Příklad: máme vyfrézovat 171 drážek (zářezů). Které dělicí kruhy použijem?
p / P = 40 / z1 = 40/171
pak
40/171 = 21/171 + 19/171
pak
40/171 = 21/ 3*57 + 19/ 19*9 = 7/57 + 6/ 54
Použijeme dělících kruhů s 57 a 54 dírkami. Při dělení otáčíme dělicí klikou ve směru souhlasném. Nejprve pootočíme o 7 : 57 na kruhu s 57 dírkami a potom o 6 : 54 na kruhu s 54 dírkami.
Nikdy jsem toto nezkoušel, protože mi není jasný postup přechodu z jedné na druhou kružnici otvorů, ale věřím že to jde.
Dělení nepřímé bez dělící desky
Dělení dělicími přístroji s deskami začíná tím, že se na dělicím kruhu odpočítá příslušný počet dírek (určený předběžným propočtem) a podle toho se rozevřou ramena řídicí vidlice. Při každém dělení musí dělicí klika zajet přesně nad příslušnou dírku, aby se její kolík dal lehce zasunout. Přeběhne-li kolík náhodou dírku, nesmí se klikou pootočit zpět jen o přejetý oblouk a kolík zasunout, nýbrž se musí klikou zajet zpět o mnohem větší oblouk a teprve pak popojet kupředu, přesně nad žádanou dírku a kolík zastrčit. Jak patrno, je k správnému dělení zapotřebí určité opatrnosti a pozornosti, neboť i malá opomenutí mohou způsobit chybná dělení.
Aby se dělení usnadnila a zjednodušila, byly zavedeny dělicí -přístroje bez dělicích desek, na nichž se dělení provádí vždy celými otáčkami dělicích klik a může u toho stát prakticky cvičená opice. Působení dělicích desek je u těchto přístrojů nahrazeno výměnnými ozubenými koly, umístěnými mezi čepem dělicích klik a hnacím mechanismem šroubových soukolí. Pracovní možnosti dělicích přístrojů s deskami jsou omezeny počtem desek, naproti tomu pracovní možnosti přístrojů bez desek jsou omezeny počtem výměnných kol. Dělení na větší počet dílů, vyjádřená prvočísly, jsou proveditelná jen koly, jejichž počty zubů se rovnají počtu jednotek v prvočíslech. Proto se používá velmi často dělení diferenciální. Tato dělení probíhají podobně jako u přístrojů s deskami, t. j. dělicími klikami dělíme na větší nebo menší počet dílů než požadujeme a rozdíl (diferenci) vyrovnáváme přídavnými pohyby, bud’ souhlasnými, nebo opačnými.
Přídavných pohybů dosáhneme výměnnými koly, upravenými v podstatě stejně jako při diferenciálních děleních s deskami. Rozdíl spočívá jen v tom, že se přídavný pohyb přenáší od vřeten výměnnými koly přídavnými na hřídele šroubů šroubových soukolí diferenciály, kdežto u dělicích přístrojů s deskami se vyrovnávací pohyb převádí na dělicí desky.

schéma dělícího přístroje bez dělící desky při diferenciálním dělení

schéma dělícího přístroje bez dělících desek při frézování šroubových drážek
Z uvedených schémat je zřejmé, že není možné frézovat šroubové drážky které mají prvočíselný počet drážek. Není možné použít diferenciální dělení soušasně s odvozeným pohybem od posuvového šroubu. Toto platí i u dělících přístrojů s dělícími deskami.
Diferenciální dělení. (vyrovnávací dělení)
Nevystačíme-li v určitém případě s počtem dírek v dělicí desce, použijeme dělicí kliky k rozdělení na větší nebo menší počet dílů než požadujeme a rozdíl neboli diferenci vyrovnáváme současným natáčením dělicí desky. Takto prováděná dělení se nazývají diferenciální.
Abychom mohli postupovat zmíněným způsobem, musíme dělicí desku spojit s dělicím vřetenem ozubenými koly, a to tak, aby se dala vyměňovat podle výsledků předcházejících výpočtů.
Diferenční dělení probíhají vždy tak, že se klika a deska dělicího přístroje otáčejí buď ve směru souhlasném nebo opačném.
Diferenciální dělení souhlasné (stejnosměrné). Začíná tím, že se kolík dělicí kliky vysune z dírky příslušné dělicí kružnice. Otočíme-li klikou jednou kolem, octne se sice v původní poloze, ale kolík nelze zasunout do téže dírky, poněvadž se zatím dostala současným natáčením desky o něco dále. Abychom jej mohli zasunout do původní dírky, musíme klikou pootočit tak, aby kolík dírku dohonil (obr. vlevo). Klika přitom proběhne celkem oblouk O = O1 + O2 větší než 360°; dělíme tedy na menší počet dílů.

souhlasné je vlevo a nesouhlasné vpravo
Diferenciální děleni nesouhlasné (protisměrné). Začínáme opět tím, že kolík dělicí kliky vysuneme z dírky příslušné dělicí kružnice. Klikou máme pootočit tak, aby kolík zapadl do téže dírky dělicí desky. To se dá provést dřív, než se vykoná celá otáčka, protože se dělicí deska zatím pootočila o oblouk O2 směrem opačným. Klika při tom proběhne celkem oblouk O = O1 — O2 (obr. vpravo), který je menší než 360°; dělíme tedy na větší počet dílů.
Protože hodnoty dílů prvočísel jsou dané, není třeba nic zbytečně počítat protože to již někdo vypočítal za nás. Tady jsou tabulky pro nastavení výměnných kol a směrů otáčení pro standartní děličky s převodovým poměrem i=40 . Sice výpočet není nic těžkého, ale proč si lámat zbytečně hlavu.
Vzdálenost výměnných kol k vřetenové hřídeli se dá nastavit pomocí výměnné lyry.

schéma dělícího přístroje při diferenciálním dělení
Ke každému dělícímu přístroji patří normovaná sada výměnných kol s těmito počty zubů:
24, 24, 28, 32, 36, 40, 44, 48, 56, 64, 72, 86, 100
Dále je k děličce nutná vřetenová hřídel , která se vkládá do zadní části vřetene, a zajišťuje se rozpínací patronou.

vřetenová hřídel dělícího přístroje
Směr otáčení dělícího kotouče lze určit vložením mezikola.
Na obrázcích je vidět postavení děličky a výměnných diferenciální kol pro nesouhlasný a souhlasný pohyb dělící desky spolu s dělící klikou.

nesouhlasný pohyb dělící desky

souhlasný pohyb dělící desky
U velkých počtů dělení se může stát, že požadovaný převodový poměr bude nutno realizovat složeným převodem, takže budou potřebná také čtyři výměnná kola.
Frézování šroubovitých drážek
Při výrobě šroubovitých vrtáků, výstružníků nebo válcových fréz se zuby ve šroubovicích je třeba frézovat šroubovité drážky. Přitom musí obrobek vykonávat dva pohyby.
1. Přímočarý posuv (stolem)
2. Otáčivý pohyb (dělícím přístrojem)
Oba pohyby probíhají současně, takže nástroj (podobně jako při řezání závitů na soustruhu) opisuje šroubovici na plášti válcového obrobku. I zde je třeba vypočítat výměnná kola, která přenášejí otáčivý pohyb pohybového šroubu stolu na vřeteno dělící hlavy s obrobkem. K výpočtu výměnných kol musejí být známá stoupání šroubu stolu a stoupání šroubovice na obrobku. Převod dělící hlavy 40 : 1 je třeba dosadit jako konstantu do výpočtu.
tento vzoreček je zásadní pro výpočet šroubovice :
h = π * D * tg a

postavení děličky u šroubových drážek
Hodnoty výměnných kol při daném stoupání šroubovice vyhledáme opět v tabulkách. Výpočet převodových kol se liší podle stoupání posuvového šroubu. V sekci KE STAŽENÍ jsou tabulky pro posuvové šrouby 5mm a 6 mm.
Přečtěte si také :
Při výrobě ozubených kol frézováním dělicím způsobem se používají tvarové frézy, kotoučové modul ...

Tabulku obsahuje standardně manuál tohoto hrotového soustruhu, každopádně jsem si řekl, že by ne ...
Dělení nepřímé jednoduché Víceméně zajímavá a poměrně neobvyklá je tato mnou nově zpracovaná tab ...

Přístroj určen k ostření nožových hlav do průměru až 38O mm, které pro velké průměry již nelze ...

Výroba ozubení odvalovací frézou je nejvýhodnější způsob ze všech známých používaných k výrobě ...











