









Výroba ozubení odvalovací frézou je nejvýhodnější způsob ze všech známých používaných k výrobě ozubených kol. Odvalovacím způsobem jde vyrábět jen evolventní ozubení. Ozubení je vytvářeno plynule a odpadají tak ztrátové časy při reverzaci jako při výrobě ozubení kotoučovou frézou. Zvláštností a nejdůležitější výhodou odvalování je skutečnost, že jedním nástrojem daného modulu lze vyrobit ozubená kola s libovolným počtem zubů a to jak přímá, tak i šikmá(šroubová), korigovaná, nekorigovaná, a také šneková(shoduje-li se průměr nástroje s daným průměrem šneku). Záběr frézy a obrobku(odvalování) je takový, že fréza vytvoří evolventní zuby, kterých tvar je rozdílný v závislosti na jejich počtu, tohoto klasickou kotoučovou frézou nelze dosáhnout. Bylo by to možné pouze v případě, kdy by na každý daný počet zubů byla vyrobena právě jen jedna kotoučová fréza odpovídající frézovanému počtu zubů ozubeného kola.
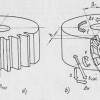
Při odvalování (na obrázku) postupuje výroba čelního kola tak, že se fréza valí na věnci kola, které se při tom současně pomalu otáčí. Vypadá to tak, jako by zabíral šroub s ozubeným kolem.Fréza má tvar šroubu a její zuby jsou podsoustruženy.
Vyrobit odvalovací frézou jde jen vnější ozubení.

princip odvalu
Boky zubů vznikají jako obalové plochy jednotlivých poloh frézy, která se valí na bočních plochách zubů.

vytváření zubní mezery
Záběr dvou odvalováním vyrobených ozubených kol v převodu je tak přesný a plynulý.
ODVALOVÁNÍ PŘÍMÉHO OZUBENÍ
Profil zubů běžící frézy je základní ozubený hřeben nekonečné délky daného modulu, který ubíhá stejným směrem jakým se otáčí obrobek. Znamená to tedy( a to je jediná skutečná podmínka při odvalování přímého ozubení), že v případě výroby ozubeného kola určitého počtu zubů musí fréza vykonat tolik otáček kolik zubů vyráběné kolo má. Není pravdou, že odvalovat ozubená kola jde samotnou frézou, kteréžto šroubovice udělí obrobku otáčivý pohyb! Fréza a obrobek se otáčejí na sobě závisle. K tomu aby byla docílena tato direktiva, slouží převodové ústrojí odvalovací frézky.

schéma odvalovací frézky s dělícím zařízením bez diferenciálu
Aby běžící fréza, které profil zubů tvoří nekonečný ozubený hřeben daného modulu se mohla při běhu odvalovat a vytvářet tak zubové mezery musí být zuby frézy ve šroubovici. Šroubovice odvalovací frézy není žádná speciální alchymie, je to závislost rozteče zubů v roztečné základní rovině vůči průměru frézy a je vyjádřena jednoduchým vztahem
tgβ = m/D
Kde:
-
Úhel β- je sklon zubů a hodnota o kterou se vykloní fréza při odvalování přímého ozubení.
-
m – modul ozubení
-
D – průměr nástroje na hlavách zubů
Vzoreček je samozřejmě velmi polopaticky zjednodušen a složí při výpočtu hodnoty vyklonění odvalovací frézy. Většinou je tato úhlová hodnota na nástroji vyznačena, může se ale stát, že tam není a proto je důležité si tento sklon nástroje vypočítat. Směr, jakým je potom odvalovací fréza vykloněna určuje směr stoupání její šroubovice. Vyskytují se jak levé tak pravé šroubovice na nástrojích a určení smyslu je úplně stejné jako například u klasických šroubů. Pokud tedy při pohybu vpravo(směr kam jsme zvyklý zašroubovat šroub či matku) fréza jakoby frézuje a zašroubovává se, je pravá a naopak.
ODVALOVÁNÍ ŠIKMÉHO OZUBENÍ
Platí zde stejné podmínky jak u výroby přímého ozubení, tedy že, profil zubů běžící frézy je základní ozubený hřeben nekonečné délky daného modulu, který ubíhá stejným směrem jakým se otáčí obrobek, v případě výroby ozubeného kola určitého počtu zubů musí fréza vykonat tolik otáček kolik zubů vyráběné kolo má, fréza a obrobek se otáčejí na sobě závisle. nvíc je třeba udělit obrobku doplňkový pohyb, který je přímo závislý na levo nebo pravotočivosti odvalovací frézy.
Levo a pravotočivost odvalovacích fréz se využívá při výrobě šikmých ozubených kol. V případě zubů přímých ovlivňuje levo a pravotočivost nástroje pouze směr otáčení obrobku.
Při výrobě šikmého ozubení (šroubových kol) se mohou vyskytovat tyto tři případy:
- Mají se vyrábět kola se zuby pravotočivými frézou pravotočivou,
- Mají se frézovat kola se zuby levotočivými frézou levotočivou,
- Mají se zhotovovat kola se zuby pravotočivými frézou levotočivou nebo kola
se zuby levotočivými frézou pravotočivou.
Mají-li frézy a vyráběná kola šroubovice stejného směru, pravotočivé nebo levotočivé (případ první a druhý), je zapotřebí postavit vřetena fréz k rovině otáčení zhotovovaných kol v úhlu β — α. Zjednodušeně úhly sklonu fréz a sklonu ozubených kol s eod sebe odečítají a tento výsledek je potom promítnut do úhlového postavení frézy vůči kolu.

souhlasné šroubovice kola a frézy
Nemají-li šroubovice fréz a vyráběných kol stejný směr (případ třetí), je při výrobě nutno postavit vřetena fréz k rovině otáčení zhotovovaných kol v úhlu β+ α. Zjednodušeně úhly sklonu fréz a sklonu ozubených kol se k sobě přičítají a tento výsledek je potom promítnut do úhlového postavení frézy vůči kolu.

nesouhlasné šroubovice kola a frézy
Aby se šroubové drážky vyfrézovaly ve směru m — n (na obrázku), musí vyráběná kola vykonávat nejen odvalovací pohyb směrem šipky III, ale ještě zvláštní pohyb, odpovídající hodnotě s, tzv. pohyb doplňkový neboli přídavný, který trvá po celou dobu, co fréza prochází šířkou kola.
Tento pohyb obstarává diferenciál odvalovací frézky a vznikne tak přesně šikmé ozubení s přesně definovaným úhlem stoupání.

schéma odvalovací frézky s diferenciálem
POZOR !!
Odvalovat šikmá ozubená kola jde ale i bez tohoto přídavného diferenciálu ! a to pouze za pomocí výměnných ozubených kol.
Jak na to, popíšu v některém z dalších článků o odvalování ozubených kol. Na mém oblíbeném diskuzním fóru jsem na toto téma rozvinul, myslím si celkem plodnou diskuzi, která jistě stojí za přečtení.
Odvalování šnekových kol
Odvalování šnekových kol je zcela identické co se týče záběrných mechanismů frézky. Jediný rozdíl je v tom, že nástroj není vykloněn o úhel své šroubovice, ale je postaven v ose a středu obráběného šnekového kola. Nástroj má identický průměr,profil i stoupání budoucího šneku.
Přečtěte si také :
Při výrobě ozubených kol frézováním dělicím způsobem se používají tvarové frézy, kotoučové modul ...

Výroba ozubených kol je hlavní činnost kterou se zabývám. Jedná se především o kusovou nebo malo ...

Projekt náhradních kovových ozubených kol do vřeteníků soustruhů řady 300 které se prodávají pod ...

ZÁKLADNÍ ÚHLY A JEJICH ROZDĚLENÍ [caption id="attachment_1746" align="aligncenter" width="6 ...

Břity fréz se nachází na povrchu rotačních ploch jakými jsou válce,kužele nebo tvarové plochy. F ...











